
|
|
| VOUS ETES ICI > > Restaurer |
|
|
Rénovation d’enjoliveurs Réalisé par Jean Claude SCHONT mercredi 10 février 2016, par |
|
DANS LA MEME RUBRIQUE :
|
Rénovation d’enjoliveurs Simca, Je me suis décidé à rénover des enjoliveurs que j’avais en surnombre. Le travail est assez long mais le résultat est là, voir la photo 1 « avant-après ». 
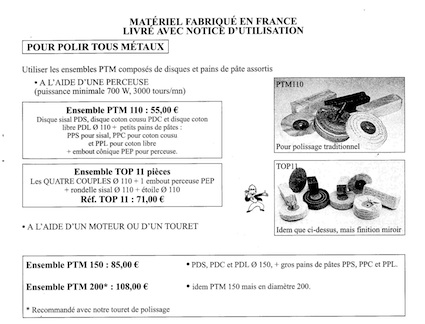
Matériel : un étau, un marteau un peu arrondi ou une batte plate légèrement arrondie, un morceau de fer plat 20 x 3cm, de 3mm d’épaisseur, une perceuse ou un touret, du papier à poncer de carrossier (foncé, « à l’eau », à grains très dur) du grain 240 à 1000, des toupies à lamelles abrasives de grains 60,80 120 et même 180 (ph.3), Kit de polissage de chez « ALP Diffusion » (ph.2) ou « Restom »ou « polirmalin.com ».Du Miror pour cuivre et aluminium (pas pour argent et inox) 
Il y a deux problèmes à résoudre : la déformation due aux chocs, en particuliers sur les parties en relief qui ont frotté les trottoirs (ph.4), et d’autre part le vieillissement où l’aluminium est oxydé en surface ,mais s’il est trop creusé, dans ce cas la zone sera irrécupérable (ph.5). 

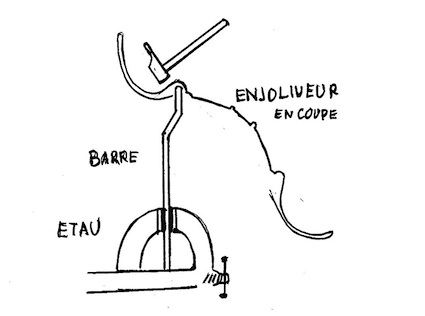
Pour ressortir le métal enfoncé, une batte plate de carrossier légèrement bombée ou un marteau dont on aura arrondi l’extrémité carrée permet de reformer la zone quand c’est accessible (centre). Par contre, la crête arrondie de l’enjoliveur n’est pas accessible : pour faire un support (tas),j’ai arrondi un morceau de fer plat (20cm x 3cm sur 3mm d’épaisseur approximativement) que j’ai fixé sur l’étau (ph.7), puis j’ai posé l’enjoliveur en appui sur la barre et en martelant doucement de COTE, le métal ressort vers le haut, voir le dessin en coupe (ph.8) 
Ensuite il faut limer les stries et les marques à la lime ou au papier de verre sur une cale,ou avec des disques à lamelles de grain 80 , 120 et 180 sur perceuse, et le travail le plus long arrive maintenant : le polissage. 
On n’obtiendra jamais l’aspect d’origine, il restera toujours quelques petites criques et irrégularités (on ne peut pas mastiquer comme la carrosserie !) mais vus de haut, donc à 1,5 mètres des roues, l’aspect est tout à fait correct Note 1 : La surface de l’aluminium est anodisée, par un traitement d’oxydation électrolytique, qui forme une couche d’alumine très dure de 10 à 50 micromètres. Il est certain que cette couche aura disparu au niveau des zones ayant nécessité un ponçage important, il pourra apparaître des différences de brillant entre ces zones et le reste. Note 2 : il ne faut pas utiliser les disques à lamelles trop longtemps car des criques se produisent en surface par arrachement de métal, facilement rattrapables à la main, mais autant éviter. Note 3 : j’ai poli de la même façon l’accastillage de la Plein-Ciel en inox, il faut alors utiliser tous les intermédiaires d’abrasifs,240,320,400,500,600,800,1000, avant de polir au touret, c’est très long ! Pour l’alu, on peut sauter le 320 et le 600
|
||||
|
|
| SOMMAIRE MAGAZINE | PLAN DU SITE | ADMIN | RETOUR AU SITE |
